2020 官網(wǎng)升級中!現(xiàn)在您訪問官網(wǎng)的瀏覽器設(shè)備分辨率寬度低于1280px
請使用高分辨率寬度訪問。
激光熔覆技術(shù)可顯著改善金屬表面的耐磨、耐蝕、耐熱、抗氧化等性能。與堆焊、熱噴涂、電鍍等傳統(tǒng)表面處理技術(shù)相比,它具有諸多優(yōu)點(diǎn),如適用的材料體系廣泛、熔覆層稀釋率可控、熔覆層與基體為冶金結(jié)合、基體熱變形小、工藝易于實(shí)現(xiàn)自動化等。因此,20世紀(jì)80年代以來,激光熔覆技術(shù)得到了國內(nèi)外的廣泛重視,并已在諸多工業(yè)領(lǐng)域獲得應(yīng)用。
激光熔覆工藝和熔覆層性能決定了激光熔覆技術(shù)的應(yīng)用。激光熔覆層的形成過程是一個復(fù)雜的物理化學(xué)過程和熔體快速凝固過程。在此過程中,影響激光熔覆層成形質(zhì)量和性能的因素復(fù)雜,其中,激光熔覆材料是一個主要因素。熔覆材料直接決定熔覆層的服役性能,因此,自激光熔覆技術(shù)誕生以來,激光熔覆材料一直受到研究開發(fā)和工程應(yīng)用人員的重視。為此,本文將對激光熔覆材料體系研究和應(yīng)用現(xiàn)狀進(jìn)行綜述,為激光熔覆技術(shù)的深入研究和推廣應(yīng)用提供參考。
按熔覆材料的初始供應(yīng)狀態(tài),熔覆材料可分為粉末狀、膏狀、絲狀、棒狀和薄板狀,其中應(yīng)用最廣泛的是粉末狀材料。按照材料成分構(gòu)成,激光熔覆粉末材料主要分為金屬粉末、陶瓷粉末和復(fù)合粉末等。在金屬粉末中,自熔性合金粉末的研究與應(yīng)用最多。
1、自熔性合金粉末
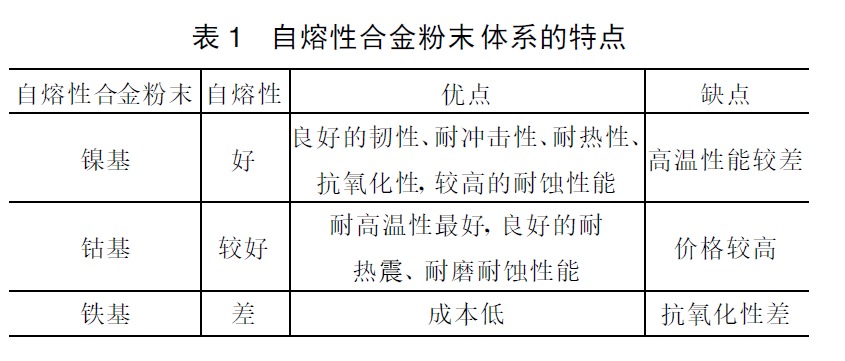
自熔性合金粉末是指加入具有強(qiáng)烈脫氧和自熔作用的Si、B等元素的合金粉末。在激光熔覆過程中,Si和B等元素具有造渣功能,它們優(yōu)先與合金粉末中的氧和工件表面氧化物一起熔融生成低熔點(diǎn)的硼硅酸鹽等覆蓋在熔池表面,防止液態(tài)金屬過度氧化,從而改善熔體對基體金屬的潤濕能力,減少熔覆層中的夾雜和含氧量,提高熔覆層的工藝成形性能。自開展激光熔覆技術(shù)研究以來,人們最先選用的熔覆材料就是Ni基、Co基和Fe基自熔性合金粉末。這幾類自熔性合金粉末對碳鋼、不銹鋼、合金鋼、鑄鋼等多種基材有較好的適應(yīng)性,能獲得氧化物含量低、氣孔率小的熔覆層。但對于含硫鋼,由于硫的存在,在交界面處易形成一種低熔點(diǎn)的脆性物相,使得覆層易于剝落,因此應(yīng)慎重選用。表1列出了幾種自熔性合金粉末體系的特點(diǎn)。
(1)Ni基自熔性合金粉末
Ni基自熔性合金粉末以其良好的潤濕性、耐蝕性、高溫自潤滑作用和適中的價格在激光熔覆材料中研究最多、應(yīng)用最廣。
它主要適用于局部要求耐磨、耐熱腐蝕及抗熱疲勞的構(gòu)件,所需的激光功率密度比熔覆鐵基合金的略高。Ni基自熔性合金的合金化原理是運(yùn)用Fe、Cr、Co、Mo、W等元素進(jìn)行奧氏體固溶強(qiáng)化,運(yùn)用Al、Ti等元素進(jìn)行金屬間化合物沉淀強(qiáng)化,運(yùn)用B、Zr、Co等元素實(shí)現(xiàn)晶界強(qiáng)化。Ni基自熔性合金粉末中各元素的選擇正是基于以上原理,而合金元素添加量則依據(jù)合金成形性能和激光熔覆工藝進(jìn)行確定。
唐英等在中碳鋼基體上激光熔覆Ni自熔性合金粉末材料,選擇的合金元素為C、Si、B、Cr等。研究表明:C元素的加入可獲得高硬度的碳化物,形成彌散強(qiáng)化相,進(jìn)一步提高熔覆層的耐磨性;Si和B元素一方面作為脫氧劑和自熔劑,增加潤濕性,另一方面通過固熔強(qiáng)化和彌散強(qiáng)化提高涂層的硬度和耐磨性;Cr元素固溶在Ni的面心立方晶體中,對晶體既起固溶作用,又對熔覆層起氧化鈍化作用,從而提高了耐蝕性能和抗高溫氧化性能,富余的Cr與C、B形成碳化鉻和硼化鉻硬質(zhì)相,提高了合金的硬度和耐磨性。陳大明等在Y4模具鋼上熔覆鎳基合金時的主要元素為Cr、Fe、Mo、W、B、Si和C,從鎳基合金元素的選擇不難看出其強(qiáng)化方式主要是固溶強(qiáng)化。B、Si的加入可以改善合金熔覆層成形工藝性能;碳的加入可以獲得碳化物彌散強(qiáng)化相,進(jìn)一步提高耐磨性。王華明等在鈦合金表面激光熔覆60%Ni+30%Ti+10%Si(質(zhì)量分?jǐn)?shù))的混合粉末制備了以金屬硅化物Ti5Si3為增強(qiáng)相、以金屬間化合物NiTi2為基體的復(fù)合涂層。研究表明,在干滑動摩擦磨損條件下,該熔覆層具有優(yōu)良的耐磨性能。
(2)Co基自熔性合金粉末
Co基自熔性合金粉末具有良好的高溫性能和耐蝕耐磨性能,常被應(yīng)用于石化、電力、冶金等工業(yè)領(lǐng)域的耐磨耐蝕耐高溫等場合。Co基自熔性合金潤濕性好,其熔點(diǎn)較碳化物低,受熱后Co元素最先處于熔化狀態(tài),而合金凝固時它最先與其它元素形成新的物相,對熔覆層的強(qiáng)化極為有利。目前,Co基合金所用的合金元素主要是Ni、C、Cr和Fe等。其中,Ni元素可以降低Co基合金熔覆層的熱膨脹系數(shù),減小合金的熔化溫度區(qū)間,有效防止熔覆層產(chǎn)生裂紋,提高熔覆合金對基體的潤濕性。
張松等采用CO2激光器在2Cr13不銹鋼表面熔覆Co基粉末,獲得了具有優(yōu)異抗高溫腐蝕性能的熔覆層。李明喜等在鎳基鑄造高溫合金表面熔覆高碳鈷基合金粉末,發(fā)現(xiàn)熔覆層結(jié)合界面為垂直生長的柱狀晶;隨激光輸入功率的增大,熔覆層組織粗化,熔覆層的顯微硬度略有降低。C.Chabrol等用5kW CO2激光器將Stellite-F粉末熔覆在馬氏體鋼基體上。
研究發(fā)現(xiàn):涂層表面縱向和橫向都是拉應(yīng)力;在涂層/基體界面附近的基體一側(cè)為壓應(yīng)力,隨離界面距離的增加,基體中出現(xiàn)高拉應(yīng)力峰。
(3)Fe基自熔性合金粉末
Fe基自熔性合金粉末適用于要求局部耐磨且容易變形的零件,基體多為鑄鐵和低碳鋼,其最大優(yōu)點(diǎn)是成本低且抗磨性能好。但是,與Ni基、Co基自熔性合金粉末相比,F(xiàn)e基自熔性合金粉末存在自熔性較差、熔覆層易開裂、易氧化、易產(chǎn)生氣孔等缺點(diǎn)。在Fe基自熔性合金粉末的成分設(shè)計上,通常采用B、Si及Cr等元素來提高熔覆層的硬度與耐磨性,用Ni元素來提高熔覆層的抗開裂能力。
陳惠芬等在16Mn鋼表面熔覆Fe-Cr-Ni自熔性合金粉末,結(jié)果表明熔覆層組織是樹枝晶和胞狀晶,熔覆層以非平衡的(Fe、Cr)相和(Fe、Ni)相存在。張錦英等在12Cr2Ni4A鋼表面激光熔覆FeCSiB+V(+Ti)合金粉末,研究了加V及復(fù)合加V和Ti時激光熔覆涂層的組織和性能。結(jié)果表明:熔覆層顯微硬度分布均勻,平均硬度在900~1050HV;熔覆層中原位自生增強(qiáng)顆粒的尺寸和含量隨冷卻速度的加快而減少。李勝等在中碳不銹鋼基體上熔覆Fe基粉末,研究發(fā)現(xiàn):碳含量的微小變化能顯著改變?nèi)鄹矊拥娘@微組織和性能;在其它參數(shù)不變的情況下,碳含量在0.3%~0.4%范圍變化時,碳含量減小有利于提高熔覆層的硬度和韌性,同時有利于抑制裂紋產(chǎn)生。
綜合分析可以看出,Ni基或Co基自熔性合金粉末體系具有良好的自熔性和耐蝕、耐磨、抗氧化性能,但價格較高;Fe基自熔性合金粉末雖然便宜,但自熔性差,易開裂和氧化。因此,在實(shí)際應(yīng)用中,應(yīng)根據(jù)使用要求合理選擇自熔性合金粉末體系。
2、陶瓷粉末
陶瓷粉末主要包括硅化物陶瓷粉末和氧化物陶瓷粉末,其中又以氧化物陶瓷粉末(Al2O3和ZrO2)為主。由于陶瓷粉末具有優(yōu)異的耐磨、耐蝕、耐高溫和抗氧化特性,所以它常被用于制備高溫耐磨耐蝕涂層和熱障涂層;另外,生物陶瓷材料也是目前研究的一個熱點(diǎn)。
陶瓷材料雖然作為高溫耐磨耐蝕涂層和熱障涂層材料一直備受關(guān)注,但因陶瓷材料與基體金屬的熱膨脹系數(shù)、彈性模量及導(dǎo)熱系數(shù)等差別較大,這些性能的不匹配造成了涂層中出現(xiàn)裂紋和空洞等缺陷,在使用中將出現(xiàn)變形開裂、剝落損壞等現(xiàn)象。
為了解決純陶瓷涂層中的裂紋及與金屬基體的高強(qiáng)結(jié)合,有學(xué)者嘗試使用中間過渡層并在陶瓷層中加入低熔點(diǎn)高膨脹系數(shù)的CaO、SiO2、TiO2等來降低內(nèi)部應(yīng)力,緩解了裂紋傾向,但現(xiàn)有的研究表明,純陶瓷涂層的裂紋和剝落問題并未得到很好解決,因此有待于進(jìn)一步深入研究。
目前對激光熔覆生物陶瓷材料的研究主要集中在Ti基合金、不銹鋼等金屬表面進(jìn)行激光熔覆的羥基磷灰石(HAP)、氟磷灰石以及含Ca、Pr等生物陶瓷材料上。羥基磷灰石生物陶瓷具有良好的生物相容性,作為人體牙齒早已受到國內(nèi)外有關(guān)學(xué)者的廣泛重視。
王迎春等在1Cr18Ni9Ti不銹鋼上激光熔覆鈣鹽復(fù)合粉末,組織與物相分析表明:熔覆層組織為粒狀的HAP分布于互相搭接的棒狀β-Ca2P2O7之中,熔覆層主要物相為β-Ca2P2O7與Ca5(PO4)3(OH);涂層與基體結(jié)合處為平界面外延生長的帶狀組織,熔覆層中部則為典型的胞狀晶,熔覆層表面組織為粒狀等軸晶。劉其斌等在Ti6Al4V合金上用寬帶激光熔覆技術(shù)制備梯度生物陶瓷復(fù)合涂層,研究表明:鈣和氧元素主要分布在生物陶瓷涂層中,鈦和釩元素主要分布在基材和合金化層內(nèi),磷元素主要分布在合金層與陶瓷層中;合金層基相組織主要為T(Al、P、Fe、V)相,其中分布有白色共晶組織和白色顆粒,白色共晶組織主要為Fe2Ti4O+AlV3,白色顆粒為結(jié)晶析出的Al3V0.333Ti0.666;生物陶瓷層基相組織為胞狀晶,主要為CaO、CaTiO3和HA,其中分布有灰色相和白色顆粒相;合金層最高硬度為1600HV0.2,生物陶瓷涂層硬度最大值約為1300HV0.2。
激光熔覆生物陶瓷材料的研究起步雖然較晚,但發(fā)展非常迅速,是一個前景廣闊的研究方向。
3、復(fù)合粉末
復(fù)合粉末主要是指碳化物、氮化物、硼化物、氧化物及硅化物等各種高熔點(diǎn)硬質(zhì)陶瓷材料與金屬混合或復(fù)合而形成的粉末體系。復(fù)合粉末可以借助激光熔覆技術(shù)制備出陶瓷顆粒增強(qiáng)金屬基復(fù)合涂層,它將金屬的強(qiáng)韌性、良好的工藝性和陶瓷材料優(yōu)異的耐磨、耐蝕、耐高溫和抗氧化特性有機(jī)結(jié)合起來,是目前激光熔覆技術(shù)領(lǐng)域研究發(fā)展的熱點(diǎn)。目前應(yīng)用和研究較多的復(fù)合粉末體系主要包括:碳化物合金粉末(如WC、SiC、TiC、B4C、Cr3C2等)、氧化物合金粉末(如Al2O3、Zr2O3、TiO2等)、氮化物合金粉末(TiN、Si3N4等)、硼化物合金粉末、硅化物合金粉末等。其中,碳化物合金粉末和氧化物合金粉末研究和應(yīng)用最多,主要應(yīng)用于制備耐磨涂層。復(fù)合粉末中的碳化物顆粒可以直接加入激光熔池或者直接與金屬粉末混合成混合粉末,但更有效的是以包覆型粉末(如鎳包碳化物、鈷包碳化物)的形式加入。
在激光熔覆過程中,包覆型粉末的包覆金屬對芯核碳化物能起到有效保護(hù)、減弱高能激光與碳化物的直接作用,可有效減弱或避免碳化物發(fā)生燒損、失碳、揮發(fā)等現(xiàn)象。
4、其它金屬體系材料
除以上幾類激光熔覆粉末材料體系,目前已開發(fā)研究的熔覆材料體系還包括銅基、鈦基、鋁基、鎂基、鋯基、鉻基以及金屬間化合物基材料等[33~43]。這些材料多數(shù)是利用合金體系的某些特殊性質(zhì)使其達(dá)到耐磨減摩、耐蝕、導(dǎo)電、抗高溫、抗熱氧化等1種或多種功能。
(1)銅基
銅基激光熔覆材料主要包括Cu-Ni-B-Si、Cu-Ni-Fe-Co-Cr-Si-B、Cu-Al2O3、Cu-CuO等銅基合金粉末及復(fù)合粉末材料。利用銅合金體系存在液相分離現(xiàn)象等冶金性質(zhì),可以設(shè)計出激光熔覆銅基自生復(fù)合材料的銅基復(fù)合粉末材料。研究表明,其激光熔覆層中存在大量的自生硬質(zhì)顆粒增強(qiáng)體,具有良好的耐磨性。單際國等利用Cu與Fe具有液相分離和母材與堆焊材料的冶金反應(yīng)特性,采用激光熔覆制備了Fe3Si彌散分布的銅基合金復(fù)合熔覆層。研究表明:激光熔覆過程中,由母材熔化而進(jìn)入熔池的Fe元素與熔池中的Cu合金呈液相分離狀態(tài);進(jìn)入溶池的Fe由于密度小而上浮,上浮過程中與熔池中的Si反應(yīng)生成Fe3Si,F(xiàn)e3Si在激光熔覆層中呈彌散狀梯度分布于α-Cu基體中。
(2)鈦基
鈦基熔覆材料主要用于改善基體金屬材料表面的生物相容性、耐磨性或耐蝕性等。研究的鈦基激光熔覆粉末材料主要是純Ti粉、Ti6Al4V合金粉末以及Ti-TiO2、Ti-TiC、Ti-WC、Ti-Si等鈦基復(fù)合粉末。張松等在氬氣氛環(huán)境下,在Ti6Al4V合金表面激光熔覆Ti-TiC復(fù)合涂層,研究表明復(fù)合涂層中原位自生形成了微小的TiC顆粒,復(fù)合涂層具有優(yōu)良的摩擦磨損性能。
武萬良等在Ti6Al4V合金表面進(jìn)行了TiC、Ti+33%TiC、純Ti粉多種材料體系的激光熔覆試驗(yàn),獲得了表面質(zhì)量優(yōu)良的激光熔覆層。通過對不同材料熔覆層質(zhì)量的分析發(fā)現(xiàn),熔覆材料與基體為同種類型的材料時,熔覆層具有良好的潤濕性,形成了良好的冶金結(jié)合。
(3)鎂基
鎂基熔覆材料主要用于鎂合金表面的激光熔覆,以提高鎂合金表面的耐磨性能和耐蝕性能。J.DuttaMajumdar等在普通商用鎂合金上熔覆鎂基MEZ粉末(成分:Zn:0.5%,Mn:0.1%,Zr:0.1%,RE:2%,Mg:Bal)。研究表明,熔覆層顯微硬度由HV35提高到HV 85~100,并且因?yàn)榫Я<?xì)化和金屬間化合物的重新分布,熔覆層在3.56wt%NaCl溶液中的抗腐蝕性能比基體鎂合金大大提高。
(4)鋁基
SorinIgnat等在WE43和ZE41兩種鎂合金基體上采用3kW的Nd∶YAG激光器側(cè)向送粉熔覆鋁粉,得到了結(jié)合性能良好的熔覆層。研究發(fā)現(xiàn),涂層硬度值達(dá)到HV0.05120~200,硬度提高的主要原因是Al3Mg2和Al12Mg17金屬化合物的存在。ZMei等在鎂基ZK60/SiC基體上激光熔覆鋁基Al-Zn粉末,得到了冶金良好的熔覆層。研究表明,熔覆層腐蝕電位比標(biāo)準(zhǔn)試樣電位高300mV,而腐蝕電流則至少低3個數(shù)量級。
(5)鋯基
李剛等在純鈦基體上激光熔覆鋯基ZrAlNiCu合金粉末,并對涂層進(jìn)行了研究分析。研究發(fā)現(xiàn),涂層由具有高比強(qiáng)、高硬度的金屬間化合物與少量的非晶相構(gòu)成,具有較好的力學(xué)性能;在ZrAlNiCu合金粉末中添加2wt%B和2.75wt%Si,發(fā)現(xiàn)涂層中非晶含量增加,硬度升高,兩種涂層的最高硬度分別達(dá)到HV909.6和HV1444.8。
5、稀土在激光熔覆中的應(yīng)用
Ce、La、Y等稀土元素極易與其它元素反應(yīng),生成穩(wěn)定的化合物,在熔覆層凝固過程中可以作為結(jié)晶核心、增加形核率,并吸附于晶界阻止晶粒長大,細(xì)化枝晶組織。同時,稀土元素與硫、氧的親和力極強(qiáng),又是較強(qiáng)的內(nèi)吸附元素,易存在于晶界,既強(qiáng)化晶界又凈化晶界,在內(nèi)氧化層前沿阻礙氧化過程繼續(xù)進(jìn)行,可明顯提高高溫抗氧化性能和耐腐蝕性能。另外,稀土還可有效改善熔覆層的顯微組織使硬質(zhì)相顆粒形狀得到改善并在熔覆層中均勻分布。
尚麗娟等在稀土對激光熔覆鈷基自熔合金的改性方面做了深入研究,成功地采用稀土變質(zhì)及激光熔覆工藝在20鋼基體上獲得了鈷基自熔合金梯度組織涂層。結(jié)果表明,加入0.6%的稀土后,獲得的梯度涂層組織由亞共晶向共晶連續(xù)過渡,硬度比原合金高12.3%,耐磨性比未加稀土的涂層提高近2倍。王昆林等綜合分析了CeO2和La2O3對鐵基和鎳基合金激光熔覆層的改性作用,結(jié)果表明,Ce和La能有效細(xì)化組織,凈化晶界,減小夾雜,提高耐磨性能和耐腐蝕性能。潘應(yīng)君等在A3鋼基體表面激光熔覆制備了含稀土氧化物L(fēng)a2O3的鎳基TiC金屬陶瓷復(fù)合層。研究表明,加入適量的稀土氧化物L(fēng)a2O3可有效改善激光熔覆復(fù)合層的顯微組織,減少復(fù)合層中的裂紋、孔洞和夾雜,改善熔覆層中TiC顆粒的形狀,同時,熔覆層的耐磨性和耐蝕性明顯提高。
針對合理的熔覆材料/基體金屬搭配體系,通過優(yōu)化激光熔覆工藝,可以獲得最佳的熔覆層性能。若材料體系搭配不合理,則難以獲得質(zhì)量和性能理想的熔覆層。因此,熔覆層材料的設(shè)計和選配對激光熔覆技術(shù)的工程應(yīng)用至關(guān)重要。在設(shè)計或選配熔覆材料時,一般要考慮以下幾個方面。
1、熱膨脹系數(shù)相近原則
熔覆材料與基體金屬二者的熱膨脹系數(shù)應(yīng)盡可能接近。若兩者熱膨脹系數(shù)差異太大,則熔覆層易產(chǎn)生裂紋甚至剝落。為此,激光熔覆層材料與基材熱膨脹系數(shù)的匹配原則,即二者的相關(guān)參數(shù)應(yīng)滿足式(1):
σ2(1-γ)/(E·ΔT)<Δα<σ1(1-γ)/(E·ΔT)(1)
式中:σ1、σ2分別為熔覆層與基材的抗拉強(qiáng)度;Δα為二者的熱膨脹系數(shù)之差;ΔT是熔覆溫度與室溫的差值;E、γ分別為熔覆層的彈性模量和泊松比。從式(1)可以看出,熔覆層的熱膨脹系數(shù)需有一定的范圍,超出上述的范圍,易在基材表面形成殘余拉應(yīng)力造成涂層和基材開裂甚至剝落。
2、熔點(diǎn)相近原則
熔覆材料與基體金屬的熔點(diǎn)不能相差太大,否則難以形成與基體良好冶金結(jié)合且稀釋度小的熔覆層。一般情況下,若熔覆材料熔點(diǎn)過高,加熱時熔覆材料熔化少,則會使涂層表面粗糙度高,或者由于基體表面過度熔化導(dǎo)致熔覆層稀釋度增大,熔覆層被嚴(yán)重污染;若熔覆材料熔點(diǎn)過低,則會因熔覆材料過度熔化而使熔覆層產(chǎn)生空洞和夾雜,或者由于基體金屬表面不能很好熔化,熔覆層和基體難以形成良好冶金結(jié)合。因而在激光熔覆中,一般選擇熔點(diǎn)與基體金屬相近的熔覆材料。
3、潤濕性原則
熔覆材料和基體金屬以及熔覆材料中高熔點(diǎn)陶瓷相顆粒與基體金屬之間應(yīng)當(dāng)具有良好的潤濕性。為了提高高熔點(diǎn)陶瓷相顆粒與基體金屬間的潤濕性,可以采取多種途徑:(1)事先對陶瓷顆粒進(jìn)行表面處理,提高其表面能。常用的處理方法有機(jī)械合金化、物理化學(xué)清洗、電化學(xué)拋光和包覆等。(2)在設(shè)計熔覆材料時適當(dāng)加入某些合金元素。例如,在激光熔覆Cu+Al2O3混合粉末制備Al2O3/Cu熔覆涂層時,可在粉末體系中加入Ti以提高相間潤濕性;添加Cr等活性元素有利于提高基體與顆粒之間的潤濕性。另外,可以選擇適宜的激光熔覆工藝參數(shù)來提高潤濕性,如提高熔覆溫度、降低覆層金屬液體的表面能等。
此外,針對同步送粉激光熔覆工藝,熔覆合金粉末還應(yīng)遵循流動性原則,即合金粉末應(yīng)具有良好的固態(tài)流動性。粉末的流動性與粉末的形狀、粒度分布、表面狀態(tài)及粉末的濕度等因素有關(guān)。球形粉末流動性最好。粉末粒度最好在40~200μm范圍內(nèi),粉末過細(xì),流動性差;粉末太粗,熔覆工藝性差。粉末受潮后流動性變差,使用時應(yīng)保證粉末的干燥性。
激光熔覆技術(shù)自誕生以來,在工業(yè)中已獲得了大量應(yīng)用,解決了工程中大量維修的難題。但是,激光熔覆材料一直是制約激光熔覆技術(shù)應(yīng)用的重要因素。目前,激光熔覆材料存在的主要問題是:激光熔覆專用材料體系較少,缺乏系列化的專用粉末材料,缺少熔覆材料評價和應(yīng)用標(biāo)準(zhǔn)。
多年來,激光熔覆所用的粉末體系一直沿用熱噴涂粉末材料。眾多學(xué)者研究指出,借助于熱噴涂粉末進(jìn)行激光熔覆是不科學(xué)的。熱噴涂粉末在設(shè)計時為了防止噴涂時由于溫度的微小變化而發(fā)生流淌,所設(shè)計的熱噴涂合金成分往往具有較寬的凝固溫度區(qū)間,將這類合金直接應(yīng)用于激光熔覆,則會因?yàn)榱鲃有圆缓枚鴰須饪讍栴}。另外,在熱噴涂粉末中加入了較高含量的B和Si元素,一方面降低了合金的熔點(diǎn);另一方面作為脫氧劑還原金屬氧化物,生成低熔點(diǎn)的硼硅酸鹽,起到脫氧造渣作用。然而與熱噴涂相比,激光熔池壽命較短,這種低熔點(diǎn)的硼硅酸鹽往往來不及浮到熔池表面而殘留在熔覆層內(nèi),在冷卻過程中形成液態(tài)薄膜,加劇涂層開裂,或者使熔覆層中產(chǎn)生夾雜。
針對以上問題,通常采取的途徑主要包括以下幾種:(1)在通用的熱噴涂粉末基礎(chǔ)上調(diào)整成分,降低膨脹系數(shù)。在保證使用性能的要求下盡量降低B、Si、C等元素的含量,減少在熔覆層及基材表面過渡層中產(chǎn)生裂紋的可能性。(2)添加1種或幾種合金元素,在滿足其使用性能的基礎(chǔ)上,增加其韌性相,提高覆層的韌性,可以有效抑制熱裂紋的產(chǎn)生。(3)對基體材料進(jìn)行預(yù)熱和后熱處理,能夠減少溫度梯度,降低殘余熱應(yīng)力,有利于抑制裂紋的發(fā)生。(4)在粉末材料中加入稀土元素,能夠提高材料的強(qiáng)韌性。以上各種途徑雖然可以在一定程度上改善涂層的工藝性能,但卻改變不了激光驟熱急冷時產(chǎn)生的內(nèi)應(yīng)力,并不能從根本上解決問題。因此,應(yīng)從激光熔覆過程的特點(diǎn)出發(fā),結(jié)合應(yīng)用要求,研究出適合激光熔覆的專用粉末,這將成為激光熔覆研究的重要方向之一。
現(xiàn)在國內(nèi)清華大學(xué)、華中理工大學(xué)等單位已經(jīng)開展了激光熔覆專用粉末材料的研究。譚文等研制出一種成本低廉、性能優(yōu)異的專用Fe基合金粉末Fe-C-Si-B,與商用Ni基自熔合金激光熔覆工藝性能的對比研究表明其潤濕性更佳;另外,在Fe-C-Si-B合金粉末中加入了少量的CaF2,顯著地改善了熔覆粉末的工藝性能。李勝等提出一種“低碳包晶”專用Fe基合金粉末設(shè)計思想(即粉末中碳質(zhì)量分?jǐn)?shù)在0.2%左右,位于包晶點(diǎn)附近),認(rèn)為合金凝固溫度范圍窄,晶粒細(xì)小,韌性好,抗開裂的能力強(qiáng),熔覆涂層主要物相是強(qiáng)韌性較好的板條馬氏體。研究表明,基于此設(shè)計思想的鐵基粉末所制備的熔覆組織為“隱晶馬氏體+殘余奧氏體+少量彌散分布的合金碳化物”,熔覆層硬度達(dá)HRC62,無裂紋,且不需預(yù)熱和后熱處理。
另外,功能梯度涂層的開發(fā)為解決裂紋問題也提供了新思路,但在其制備中還存在一些問題,如難以精確控制涂層成分按理論設(shè)計變化,難以應(yīng)用于大尺寸零件等。
激光熔覆技術(shù)是一項(xiàng)具有高科技含量的表面改性技術(shù)與裝備維修技術(shù),其研究和發(fā)展具有重要的理論意義和經(jīng)濟(jì)價值。
激光熔覆材料是制約激光熔覆技術(shù)發(fā)展和應(yīng)用的主要因素。目前在研制激光熔覆材料方面雖取得了一定進(jìn)展,但與按照設(shè)計的熔覆件性能和應(yīng)用要求定量地設(shè)計合金成分還存在很長距離,激光熔覆材料遠(yuǎn)未形成系列化和標(biāo)準(zhǔn)化,尚需要加大力度進(jìn)行深入研究。
